Description
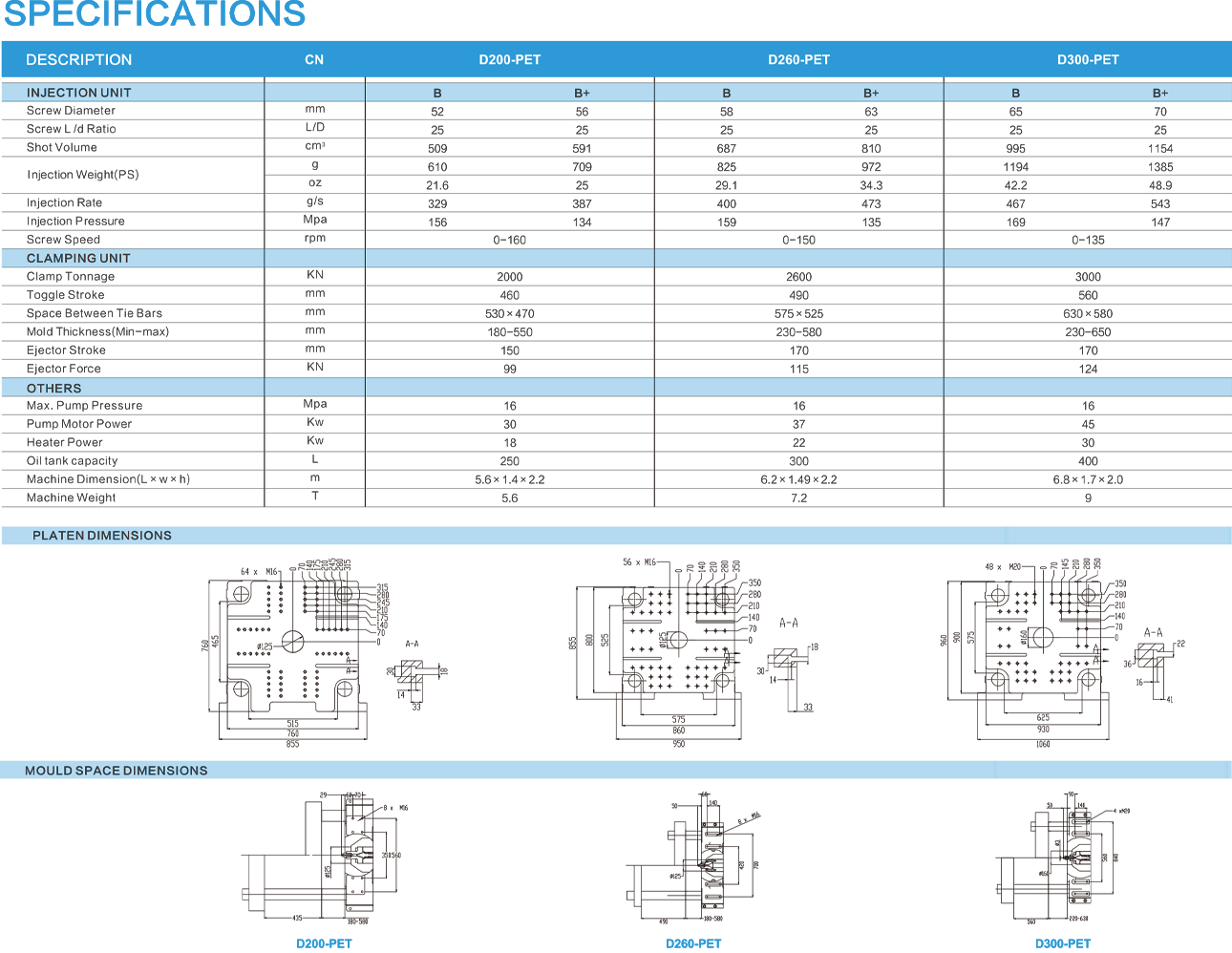
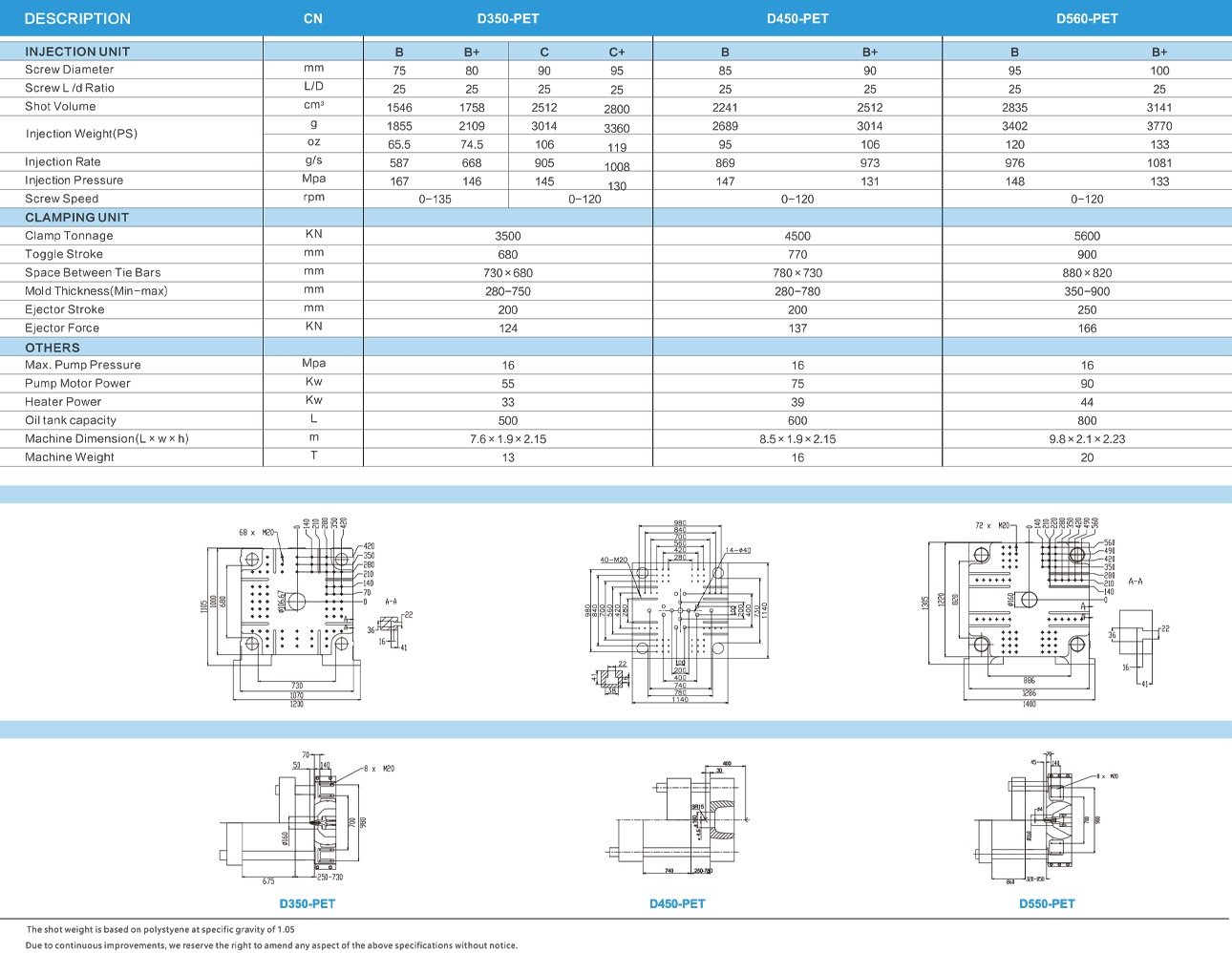
Designed for continuous, high-cavity PET preform production. We tuned the machine to PET’s quirks so you get stable shot-to-shot weight and short cycle times.
We built this machine to stop the firefighting.
Why we built this for PET
If you run preform lines, you know PET behaves differently from general-purpose resins: it needs steady heat, fast plasticizing and tight shot control. So instead of a one-size-fits-all unit, we redesigned the core parts around PET performance. We increased the screw-to-barrel L/D ratio to 1:25. The screw has a wave-pattern mixing section that speeds plasticizing and evens melt temperature across cavities.The result is fewer weight swings and fewer surprises at the blow-molder.
Injection & drive — more power where it matters
We increased servo capacity and installed a larger feed/melt motor so the unit never starves when you push cycle times or run high-cavity tools. That means the injection ramp and hold stages remain stable even under heavy demand. In practice, this shortens cycle times and stabilizes daily output.That reliability keeps fillers and blowers running smoothly downstream.
Clamping and mold support
Large multi-cavity preform dies need rigidity. We strengthened the clamp assembly, increased platen stiffness and optimized tie-bar spacing so deep, heavy molds sit true without distortion. Fewer flashes, less downtime for tool shimming — and cleaner parts coming off the line.
Integration and line readiness
This machine is built to be part of a preform line: robot take-out, cooling conveyors and inline inspection all plug in without need for major rewiring. Controls give you easy access to shot profiles and weight logs so technicians can diagnose drift quickly.
Practical next step
Send us your mold drawing, target piece weight and intended cavities (24 / 48 / 72 / 96). We’ll review and recommend the exact screw size, clamp tonnage and feed configuration that fit your line. No guesswork — just a configuration you can run.